
 小麦淀粉废水水质特点及废水综合治理
小麦淀粉废水水质特点及废水综合治理一、小麦淀粉、谷朊粉生产废水的特点
以小麦面粉为原料生产小麦淀粉、谷朊粉产品,目前生产工艺主要有三种:三相卧螺法、马丁法和旋流法。以上三种工艺产生的废水性质各有特点。
★ 三相卧螺法
耗水量少,能够将淀粉乳中的戊聚糖单独分离出来,因而废水中的粘度较低,悬浮物容易通过物理方法进行前处理实现分离,去除大部分悬浮物的废水可直接进入后续生化处理进行有效降解,因此该类废水在理论上处理难度不大;
但在国内的实际情况却不同,由于分离出来的戊聚糖未能有效利用,大部分企业的戊聚糖液相还是进入了酒精生产工段,戊聚糖随酒精废水进入淀粉、谷朊粉生产废水,终进入废水处理设施进行环保处理。或有的企业将戊聚糖液相直接混入淀粉、谷朊粉生产废水,再进入废水处理设施进行处理。
此类生产废水COD浓度高、SS高、粘度大、戊聚糖含量高,属于高难度处理的废水。
但在国内的实际情况却不同,由于分离出来的戊聚糖未能有效利用,大部分企业的戊聚糖液相还是进入了酒精生产工段,戊聚糖随酒精废水进入淀粉、谷朊粉生产废水,终进入废水处理设施进行环保处理。或有的企业将戊聚糖液相直接混入淀粉、谷朊粉生产废水,再进入废水处理设施进行处理。
此类生产废水COD浓度高、SS高、粘度大、戊聚糖含量高,属于高难度处理的废水。
★ 马丁法
由于生产过程中用水量较大,因而生产废水中的COD、SS、戊聚糖、粘度等各项指标相对较低,废水不需要单独的前处理工段,可直接进入生化处理工段进行生物处理,废水处理相对难度不大;
★ 旋流法
生产上耗水量较低,淀粉乳浓度较高,有利于提高后段酒精生产设备的综合效率。该工艺生产过程中,戊聚糖不能够实现有效分离,废水戊聚糖含量高、粘度很大,致使悬浮物很难从废水有效分离出来。属于高难度处理的废水。
总体来说,以上三种工艺生产小麦淀粉、谷朊粉的废水,其共同特点是浓度较高、SS及戊聚糖含量高、粘度较大,是区别于玉米淀粉、木薯淀粉及马铃薯淀粉生产废水的显著特点之一,也是该类废水处理的难题所在。废水中的主要成分为脂肪类物质、糖类(戊聚糖及三碳糖、四碳糖等低碳糖等,以戊聚糖为主)、蛋白质、纤维素、有机酸(乙酸等)以及少量残余淀粉等物质。因此企业在投资建设污水处理工程时应高度重视资源的有效回收与利用,实现环保与经济效益的双赢效果。
综上所述,该类废水既是一种高污染的、治理难度高的废水,又是一种蕴含着巨大经济效益的废水,如何实现既能对废水进行有效处理达标排放,又能够将废水资源化,为企业创造可观的经济效益,是选择废水处理工艺的基本原则。
总体来说,以上三种工艺生产小麦淀粉、谷朊粉的废水,其共同特点是浓度较高、SS及戊聚糖含量高、粘度较大,是区别于玉米淀粉、木薯淀粉及马铃薯淀粉生产废水的显著特点之一,也是该类废水处理的难题所在。废水中的主要成分为脂肪类物质、糖类(戊聚糖及三碳糖、四碳糖等低碳糖等,以戊聚糖为主)、蛋白质、纤维素、有机酸(乙酸等)以及少量残余淀粉等物质。因此企业在投资建设污水处理工程时应高度重视资源的有效回收与利用,实现环保与经济效益的双赢效果。
综上所述,该类废水既是一种高污染的、治理难度高的废水,又是一种蕴含着巨大经济效益的废水,如何实现既能对废水进行有效处理达标排放,又能够将废水资源化,为企业创造可观的经济效益,是选择废水处理工艺的基本原则。
二、小麦淀粉、谷朊粉生产废水综合治理工艺的比较选择
1、厌氧工艺段的选择
该类废水能够成功综合治理的关键,在于厌氧工艺段的选择。该工艺段的成功应用,往往即能解决了绝大部分废水污染方面的问题,又能成功使废水资源化,为企业带来巨大效益。在废水治理的厌氧处理工艺领域, 各类厌氧反应器的某些基本特点还是有普遍共性或区别的:
★全糟液厌氧反应器
该反应器一般采用高温厌氧发酵(如USR反应器、厌氧接触反应塔等)温度范围一般为(55-58℃),该类型反应器应用广泛,技术成熟,属于早期高温厌氧反应器。该类反应器主要优缺点如下:
(1)耐受粗纤维类悬浮物浓度较高,进行全糟液发酵;不需要对废水进行前期预处理去除悬浮物;
(2)高温发酵,污泥活性强;
(3)容积负荷不高;
(4)技术成熟,管理方便。
(5)污泥、废水、沼气三相分离效果差,不适合高蛋白、高粘度的废水处理,该情况下污泥流失速度大于污泥增长速度,终会造成系统的瘫痪。
(6)运行温度高,能耗高昂。
全糟液厌氧反应器在某些废水处理领域都有成功运行的案例,如玉米酒精糟液、木薯酒精糟液以及养殖场粪便废水处理等领域,运行效果良好。
(1)耐受粗纤维类悬浮物浓度较高,进行全糟液发酵;不需要对废水进行前期预处理去除悬浮物;
(2)高温发酵,污泥活性强;
(3)容积负荷不高;
(4)技术成熟,管理方便。
(5)污泥、废水、沼气三相分离效果差,不适合高蛋白、高粘度的废水处理,该情况下污泥流失速度大于污泥增长速度,终会造成系统的瘫痪。
(6)运行温度高,能耗高昂。
全糟液厌氧反应器在某些废水处理领域都有成功运行的案例,如玉米酒精糟液、木薯酒精糟液以及养殖场粪便废水处理等领域,运行效果良好。
★UASB中温反应器
UASB中温反应器属于一种早期的厌氧反应器,温度一般控制在35℃左右,其主要优缺点为:
(1)耐受粗纤维类悬浮物能力差,对非粗纤维类悬浮物耐受浓度较高,一般情况下不需要对废水进行前期预处理去除该类悬浮物;
(2)中温发酵,污泥活性较强;
(3)容积负荷较低;易于形成颗粒污泥;
(4)运行稳定性强,去除率高,出水水质高,适合于出水水质要求高的废水处理领域;
(5)技术成熟,管理方便;
(6)占地面积大。
UASB中温反应器在高浓度有机废水处理领域,各行业都有大量成功运行的案例。
(1)耐受粗纤维类悬浮物能力差,对非粗纤维类悬浮物耐受浓度较高,一般情况下不需要对废水进行前期预处理去除该类悬浮物;
(2)中温发酵,污泥活性较强;
(3)容积负荷较低;易于形成颗粒污泥;
(4)运行稳定性强,去除率高,出水水质高,适合于出水水质要求高的废水处理领域;
(5)技术成熟,管理方便;
(6)占地面积大。
UASB中温反应器在高浓度有机废水处理领域,各行业都有大量成功运行的案例。
★EGSB中温反应器
EGSB反应器属于介于UASB反应器与IC反应器之间的反应器,是两者之间的过渡性处理技术,应用并不广泛,没有得到普遍推广。
★IC中温反应器
IC反应器一般为中温反应器,反应温度跟UASB反应器一致,一般控制在35℃左右。IC反应器是一种高效反应器,在一定条件下具有显著特点:
(1)污泥浓度高,运转效率高;
(2)相对UASB投资较低;
(3)结构紧凑,占地面积小,外形美观;
(4)容积负荷高,颗粒污泥质量好,缺点是颗粒污泥和沼气产量较低;
(5)运行稳定性强不高,管理要求高;
(6)耐受各类悬浮物能力差,对进水水质要求较为苛刻,对于悬浮物较高的废水必须进行前处理来去除悬浮物;
IC反应器在玉米淀粉、啤酒废水、柠檬酸废水等有机废水处理领域均有成功运行的案例,在控制进水条件的前提下,尤其是控制进水悬浮物在一定范围之内时,IC反应器适合于此类生化性好、悬浮物较低的有机废水。
(1)污泥浓度高,运转效率高;
(2)相对UASB投资较低;
(3)结构紧凑,占地面积小,外形美观;
(4)容积负荷高,颗粒污泥质量好,缺点是颗粒污泥和沼气产量较低;
(5)运行稳定性强不高,管理要求高;
(6)耐受各类悬浮物能力差,对进水水质要求较为苛刻,对于悬浮物较高的废水必须进行前处理来去除悬浮物;
IC反应器在玉米淀粉、啤酒废水、柠檬酸废水等有机废水处理领域均有成功运行的案例,在控制进水条件的前提下,尤其是控制进水悬浮物在一定范围之内时,IC反应器适合于此类生化性好、悬浮物较低的有机废水。
★BYSB-plus中温反应器
BYSB-plus中温反应器一种专门应用于小麦淀粉、谷朊粉及小麦酒精废水处理的厌氧反应器,温度一般控制在35℃左右,其主要优缺点为:
(1)耐受悬浮物能力强,一般情况下不需要对废水进行前期预处理去除该类悬浮物;
(2)中温发酵,污泥活性较强;
(3)容积负荷较高,易于形成颗粒污泥并商品化;
(4)运行稳定性强,去除率高,出水水质高,适合于出水水质要求高的废水处理领域;
(5)技术成熟,应用广泛,管理方便;
(6)大程度的实现废水资源化目标,达到盈利大化。
BYSB-plus中温反应器在谷朊粉、小麦淀粉生产以及小麦酒精废水处理领域已有大量非常成功的案例,尤其在采用马丁法、三相卧螺法生产工艺的企业中应用较广泛。
(1)耐受悬浮物能力强,一般情况下不需要对废水进行前期预处理去除该类悬浮物;
(2)中温发酵,污泥活性较强;
(3)容积负荷较高,易于形成颗粒污泥并商品化;
(4)运行稳定性强,去除率高,出水水质高,适合于出水水质要求高的废水处理领域;
(5)技术成熟,应用广泛,管理方便;
(6)大程度的实现废水资源化目标,达到盈利大化。
BYSB-plus中温反应器在谷朊粉、小麦淀粉生产以及小麦酒精废水处理领域已有大量非常成功的案例,尤其在采用马丁法、三相卧螺法生产工艺的企业中应用较广泛。
2、好氧工艺段的选择
好氧工艺段是确保废水达标排放的关键,选择适合企业本身需求及满足国家排放标准是决定如何选择该工艺段的两个必须考虑的因素。
目前,在小麦淀粉、谷朊粉生产废水的处理领域中,两级A/O生化系统是较成熟且应用广泛的一种工艺。
目前,在小麦淀粉、谷朊粉生产废水的处理领域中,两级A/O生化系统是较成熟且应用广泛的一种工艺。
★ 两级A/O生化系统
两级A/O生化系统是当前针对高COD、高氨氮“双高”废水有效的好氧生化处理工艺,已经在多家生产谷朊粉、小麦淀粉以及小麦酒精的生产废水处理工程中使用,并得到了成功运行。
两级A/O生化系统是在传统一级A/O生化池基础上加以完善发展起来的一种工艺,其可靠性已经在同类废水中得到验证。
每级A/O生化池均由缺氧段(A段)与好氧段(O段)组成。A段主要功能是进行反硝化反应,完成终脱氮的过程;O段主要功能是大量降解废水COD,并完成脱氮过程中必不可少的硝化反应过程,为终脱氮提高条件。每级A段设有潜水搅拌机,并控制DO<0.5mg/L;每级O段设有专用曝气设备,并控制DO >1.5mg/L。
废水首先进入一级A/O生化池缺氧池(A段),在缺氧环境中(以潜水搅拌代替曝气),流进的废水与回流至此的硝化液进行充分混合,利用废水中的碳源作为能源,进行反硝化反应,将硝化液中的NO2-、NO3-还原成)N2(氮气),氮气溢出后达到终脱氮的目的。A段出水自流进入O段继续硝化反应,经充分硝化反应后按一定比例再次回流至A段进行反硝化反应,达到循环高效脱氮的目的。
一级A/O生化池出水自流进入二级A/O生化池,二级A/O生化池结构和反应原理跟一级A/O生化池一致,作为一级A/O生化池出水的二次处理,提高整个好氧生化处理系统对氨氮和COD物质的去处效率,提高废水处理系统达标排放的可靠性和稳定性。
大量的有机物在此得以去除,氨氮的去除主要集中在缺氧-好氧段,氨氮的去除过程如下:
两级A/O生化系统是在传统一级A/O生化池基础上加以完善发展起来的一种工艺,其可靠性已经在同类废水中得到验证。
每级A/O生化池均由缺氧段(A段)与好氧段(O段)组成。A段主要功能是进行反硝化反应,完成终脱氮的过程;O段主要功能是大量降解废水COD,并完成脱氮过程中必不可少的硝化反应过程,为终脱氮提高条件。每级A段设有潜水搅拌机,并控制DO<0.5mg/L;每级O段设有专用曝气设备,并控制DO >1.5mg/L。
废水首先进入一级A/O生化池缺氧池(A段),在缺氧环境中(以潜水搅拌代替曝气),流进的废水与回流至此的硝化液进行充分混合,利用废水中的碳源作为能源,进行反硝化反应,将硝化液中的NO2-、NO3-还原成)N2(氮气),氮气溢出后达到终脱氮的目的。A段出水自流进入O段继续硝化反应,经充分硝化反应后按一定比例再次回流至A段进行反硝化反应,达到循环高效脱氮的目的。
一级A/O生化池出水自流进入二级A/O生化池,二级A/O生化池结构和反应原理跟一级A/O生化池一致,作为一级A/O生化池出水的二次处理,提高整个好氧生化处理系统对氨氮和COD物质的去处效率,提高废水处理系统达标排放的可靠性和稳定性。
大量的有机物在此得以去除,氨氮的去除主要集中在缺氧-好氧段,氨氮的去除过程如下:
| 好氧环境 | NH4++1.4O2+2.0HCO3- → NO2-+H++H2O | (亚硝化菌) |
| 好氧环境 | NO2-+0.5O2+HCO3- → NO3- | (硝化菌) |
| 缺氧环境 | NO3-+【H】 → NO2-+CO2+H2O | (反硝化菌) |
| 缺氧环境 | NO2-+【H】 → ↑N2+H2O+OH- | (反硝化菌) |
三、废水综合治理工艺的选择
通过多年来对小麦淀粉、谷朊粉及小麦酒精生产企业废水的跟踪研究,以及大量工程案例的实践经验和比较,综合考虑总氮、氨氮等各种排放指标以及废水资源化等经济效益的前提下,如下工艺较适合该类废水的处理。
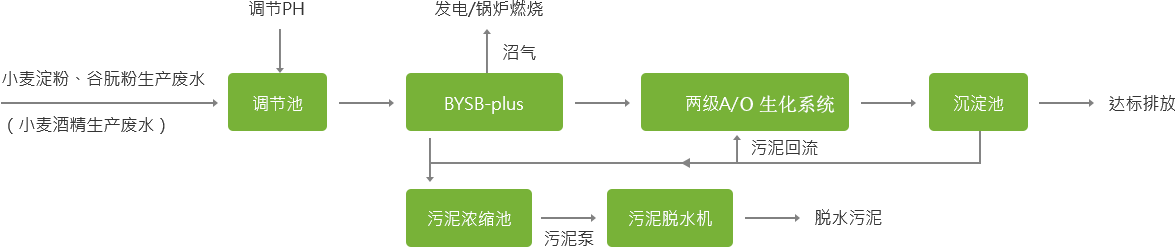
工艺说明:
小麦淀粉、谷朊粉、小麦酒精等废水收集后进入到调节池,在调节池内通过搅拌机的搅拌作用,对废水进行水质均一、水量均衡。然后通过泵提升进入BYSB小麦淀粉、谷朊粉、小麦酒精等废水收集后进入到调节池,在调节池内通过搅拌机的搅拌作用,对废水进行水质均一、水量均衡。然后通过泵提升进入BYSB小麦淀粉、谷朊粉、小麦酒精等废水收集后进入到调节池,在调节池内通过搅拌机的搅拌作用,对废水进行水质均一、水量均衡。然后通过泵提升进入BYSB小麦淀粉、谷朊粉、小麦酒精等废水收集后进入到调节池,在调节池内通过搅拌机的搅拌作用,对废水进行水质均一、水量均衡。然后通过泵提升进入BYSB-plus反应器,在BYSB-plus反应器内降解废水中绝大部分有机物染物,同时产生大量可燃气体:沼气,沼气进入锅炉房助燃或者发电;BYSB-plus出水自流经缓冲池后进入两级A/O生化系统,在O段利用好氧菌的代谢作用,将水中的有机污染物得到去除,氨氮通过硝化作用,转化为硝态氮,再回流到A段,利用反硝化菌的反硝化作用达到脱氮的目的。两级A/O系统出水在沉淀池进行泥水分离后,沉淀污泥回流至A/O系统继续参与反应。沉淀池上清液达标排放。沉淀污泥排放至污泥处理系统进行处理。
系统产生的活性污泥排放至污泥池浓缩,并经污泥脱水机进一步脱水处理后作为辅助燃料送锅炉房或外运处理。
系统产生的活性污泥排放至污泥池浓缩,并经污泥脱水机进一步脱水处理后作为辅助燃料送锅炉房或外运处理。
四、废水综合治理典型案例解析
长期以来,小麦淀粉、谷朊粉废水及小麦酒精废水的治理项目一直是企业沉重的负担,已经是不争的事实。
首先,项目投资本身就是一笔不小的经济负担;其次,项目建成后在运行过程中的高昂的运行费用,更是一种长期的经济负担。这是造成很多企业业主对废水治理的态度相对来说并不积极的关键因素。
目前在小麦淀粉、谷朊粉生产废水以及小麦淀粉酒精糟液废水的治理过程中,一些专业研究单位和专业公司通过长时间的探索研究并不断改进工艺,已经形成了完善的该类废水的治理工艺路线。
目前为止,严格按照该工艺路线设计实施的工程项目,全部实现了出水稳定达标排放的目标,彻底避免了废水超标排放带来的环保限制和罚款,为企业生产解决了后顾之忧。
更重要的是,该工艺突破了传统的废水处理模式,不仅做到了较低的吨水运行成本,而且为企业创造了巨大的经济效益,使污水处理站转变为一个不可忽略的创收单位,不再是企业的经济负担。使企业单纯投资建设污水站变成了一个具有良好回报的投资项目,因此该项技术的应用受到了用户的普遍好评和认可。
以山东渠风食品科技有限公司小麦淀粉、谷朊粉生产废水的综合治理为例,该公司日投粉量1500吨,生产工艺采用三相卧螺法。生产过程中的B淀粉浆和戊聚糖废水用来生产酒精,产生的含有戊聚糖的废水与淀粉、谷朊粉废水混合后进入废水综合治理系统。每天废水量4000吨,废水的COD平均浓度为35000mg/l。该废水处理系统于2012年完工并投入使用,运行多年系统始终维持高水平运转,出水稳定达标排放,吨水处理费用约1.2元。污水站每天为企业创造的经济效益非常可观,废水处理站日均产生沼气量约98000m3,利用沼气平均每天发电近20万度电或每天节约煤碳约100吨,实现了废水处理系统净收益的目标。该项目真正响应了循环经济、变废为宝的国策,并因此为企业获得了科技局、环保局的高额补贴和奖励,为企业赢得了良好口碑和影响。
首先,项目投资本身就是一笔不小的经济负担;其次,项目建成后在运行过程中的高昂的运行费用,更是一种长期的经济负担。这是造成很多企业业主对废水治理的态度相对来说并不积极的关键因素。
目前在小麦淀粉、谷朊粉生产废水以及小麦淀粉酒精糟液废水的治理过程中,一些专业研究单位和专业公司通过长时间的探索研究并不断改进工艺,已经形成了完善的该类废水的治理工艺路线。
目前为止,严格按照该工艺路线设计实施的工程项目,全部实现了出水稳定达标排放的目标,彻底避免了废水超标排放带来的环保限制和罚款,为企业生产解决了后顾之忧。
更重要的是,该工艺突破了传统的废水处理模式,不仅做到了较低的吨水运行成本,而且为企业创造了巨大的经济效益,使污水处理站转变为一个不可忽略的创收单位,不再是企业的经济负担。使企业单纯投资建设污水站变成了一个具有良好回报的投资项目,因此该项技术的应用受到了用户的普遍好评和认可。
以山东渠风食品科技有限公司小麦淀粉、谷朊粉生产废水的综合治理为例,该公司日投粉量1500吨,生产工艺采用三相卧螺法。生产过程中的B淀粉浆和戊聚糖废水用来生产酒精,产生的含有戊聚糖的废水与淀粉、谷朊粉废水混合后进入废水综合治理系统。每天废水量4000吨,废水的COD平均浓度为35000mg/l。该废水处理系统于2012年完工并投入使用,运行多年系统始终维持高水平运转,出水稳定达标排放,吨水处理费用约1.2元。污水站每天为企业创造的经济效益非常可观,废水处理站日均产生沼气量约98000m3,利用沼气平均每天发电近20万度电或每天节约煤碳约100吨,实现了废水处理系统净收益的目标。该项目真正响应了循环经济、变废为宝的国策,并因此为企业获得了科技局、环保局的高额补贴和奖励,为企业赢得了良好口碑和影响。
